Рихтовка стального листа. Гибка и правка металла. Гидравлический правильный пресс для правки труб или валов с неподвижным изделием и подвижным прессом
Различные заготовки и изделия имеют выпучины, волнистость, искривления и другие неровности. Рихтовка и правка исправляет обнаруженные дефекты.
Правка — это выравнивание незакаленных деталей, заготовок и листов. Относительно простой процесс, возможно выполнение в домашних условиях.
Перед началом правки проверяется кривизна заготовок и деталей. Делается это, прикладывая к детали металлическую линейку (на ребро) или на глаз. Края выгнутых мест отмечаются мелом.
Правка ведется на ровных надежных подкладках или на правильной плите. Нужно правильно выбрать места для нанесения ударов. Удары наносят с силой, соразмерной с величиной кривизны. Постепенно уменьшают силу удара при переходе от большего изгиба к меньшему.
Правка прутков и полосового металла выполняется в следующем порядке:
- отмечаются границы изгибов с выпуклой стороны;
- в правую руку берется молоток, на левую надевается суконная рукавица ();
- прут или полоса кладется на наковальню или на правильную плиту вверх выпуклостью. Удары наносятся по выпуклости к средней части от краев изгиба. По мере исправления изгиба сила ударов уменьшается, при необходимости прут или полоса переворачивается. Если у них имеется несколько изгибов, то сначала выправляют изгибы, расположенные ближе к краям, а потом те, что в середине;
- проверяются результаты правки — прикладыванием линейки или на глаз.
Правка металлических заготовок или листов
Правка металлических заготовок или листов нужна, когда на них имеется выпуклость или волнистость.
Порядок правки заготовок и листов с волнистостью следующий:
- мелом обводятся границы участков волнистости;
- заготовка или лист кладется на наковальню или на правильную плиту таким образом, чтобы не было свисания краев;
- заготовка или лист прижимаются к наковальне или к правильной плите, и начинается правка;
- удары наносят с помощью молотка к краю от середины. Силу ударов уменьшают при приближении к краю. Запрещается нанесение повторных ударов в одно и то же место.
Правка выпучин на металлических листах производится в следующей последовательности.
- Мелом обводятся границы выпучин.
- Заготовка или лист кладется на наковальню или плиту выпуклостью наружу, не допуская свешивания краев.
- Правка начинается от ближайшей к краю выпучине.
- После этого наносятся удары со второго края. Наносятся частые, но не сильные удары. Силу ударов под конец правки уменьшают. Запрещается нанесение нескольких ударов по одному месту.
Когда на металлическом листе рядом располагаются несколько выпучин, то выпучины с помощью молотка соединяются в одну, а после она правится по вышеописанной технологии.
Выпучины и волнистость тонких металлических листов и заготовок правятся киянками, свинцовыми, латунными или медными молотками. Очень тонкие листы кладутся на ровную плиту и выглаживаются деревянными или металлическими брусками.
Во время правки деталей, заготовок и металлических листов нужно соблюдать требования техники безопасности. Надевают рукавицы, чтобы избежать травм от ударов. Обрабатываемые детали, заготовки и листы нужно крепко удерживать на наковальне или правильной плите, чтобы избежать их соскакивания.
К атегория:
Гибка и правка металла
Приемы ручной и машинной правки полосового, листового, круглого материала и закаленных изделий
В процессе правки вручную молоток нужно держать за конец рукоятки, как и при рубке металла. Удары наносить только выпуклой частью бойка; от ударов ребром бойка на поверхности выправленной детали остаются забоины.
При правке нужно правильно выбирать места, по которым следует наносить удары. Удары должны быть меткими, соразмерными с величиной кривизны, и число их должно постепенно уменьшаться по мере передвижения от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и заготовка окажется прямой, что можно проверить наложением линейки. Ручную и машинную правку металлов следует производить в рукавицах.
Правка полосового металла вручную производится на правйльной плите или наковальне слесарным молотком.
Простейшей является правка металла, изогнутого по плоскости. Этот вид правки встречается наиболее часто; обычно выполняется он без особых трудностей. Сложнее правка металла, изогнутого по ребру. Если в первом случае задача заключается в простом выравнивании плоскости, то здесь приходится прибегать к деформации растяжением части металла. Еще более сложной является правка скрученных полос.
Иногда в одной заготовке встречаются все указанные виды изгибов. Чтобы полностью выправить такой металл, нужно осуществить целый комплекс приемов.

Рис. 1. Заготовки из полосовой стали, подлежащие правке (а, б, в); приемы правки полосовой стали (г, д, е)
Искривленную полосу кладут на плиту изогнутой частью кверху и, придерживая ее левой рукой, правой наносят сильные удары молотком по выпуклым местам (рис. 1, г), ударяя сначала по краям выпуклости и постепенно, по мере выправления полосы, приближая удары к середине выпуклости. Чем больше кривизна И толще полоса, тем сильнее должны быть удары и, наоборот, по мере выпрямления полосы ослабляют их, заканчивая правку легкими ударами. В процессе правки полосу надо, по мере необходимости, периодически поворачивать с одной стороны на другую. Выправив широкую сторону, приступают к правке ребер, повернув заготовку па ребро. После одного-двух ударов полосу следует поворачивать с одного ребра на другое. С уменьшением изогнутости уменьшают и силу удара.
Правка полос, изогнутых на ребро, выполняется путем рихтовки. В таких случаях сильные удары наносят носком молотка с целью односторонней растяжки (удлинения) мест изгиба; удары бойком следует наносить от мест растяжки на плоскости к краям полосы или заготовки.
Правку полос, имеющих скрученный (спиральный) изгиб, рекомендуется производить методом раскручивания. Такую заготовку зажимают в тиски и раскручивают ее с помощью ручных тисочков и рычага. Заканчивают правку на плите или на наковальне легкими ударами молотка.
Более рациональной является правка при помощи специальных приспособлений.
Правка тонкой стальной полосы, изогнутой по ребру, выполняется в иной последовательности: кривую полосу кладут на плиту и, прижав ее левой рукой, правой наносят удары молотком рядами по всей длине полосы, постепенно переходя от нижней кромки к верхней. Вначале удары должны быть сильными, а по мере перехода к верхнему краю онй должны быть слабее, но наносятся чаще. При таком способе правки (рихтовки) нижнее ребро вытягивается больше, чем верхнее, и полоса становится ровной.
Устранение неровностей после правки проверяют на глаз, а более точно - на разметочной плите по просвету или наложением линейки на полосу.
Правка листового металла - более сложная операция. Она зависит от вида деформаций, действовавших на листовой металл в процессе прокатки, раскроя па мерные заготовки, электрогазовой резки,вырубки и т. п.
Все деформации листов можно разделить на три вида. К первому виду деформации относятся выпуклости и вмятины в середине листа или заготовки. Второй вид деформации характеризуется волнистостью краев и кромок листа. К третьему виду деформации относятся одновременно и выпуклости, и волнистость кромок листа и заготовок. Такой вид деформации называется смешанным, или сложным. В зависимости от вида деформации правка листа имеет свои особенности.
Правка листа, имеющего выпуклости, производится следующим способом. Лист кладут на плиту выпуклостью вверх и обводят выпуклость мелом.

Рис. 2. Правка тонкой листовой стали: а-полосы (стрелками указаны направления ударов, а точками - плотность и сила ударов молотком); б и в-листовой стали; г и б-приемы правки киянками и гладилками
Края листа при этом будут касаться плиты. Затем, поддерживая лист левой рукой, правой наносят удары молотком от краев листа по направлению к выпуклости. На рис. 64,б в виде примера показаны схемы нанесения ударов, а стрелками - их направление. Под действием таких ударов ровная часть листа, прилегающая к плите, будет вытягиваться, а выпуклость постепенно выпрямляться.
Если на листе имеется несколько выпуклостей, то удары следует наносить в промежутках между выпуклостями В результате этого лист растягивается, и все выпуклости сводятся в одну общую, которую выправляют указанным выше способом.
Необходимо помнить, что если лист с выпуклостью не прилегает кромками к плите, то его следует прижимать либо рукой, либо положив на выпуклую часть листа груз. Если не сделать этого и наносить удары молотком по неплотно прилегающему к плите листу, то он будет иметь много вмятин, вытяжки же металла по краям листа не получится. Время правки при этом увеличивается, создается шум, утомляющий работающего.
Выправив лист с обеих сторон, следует посмотреть, насколько уменьшилась выпуклость. Если она все еще значительна, то необходимо повторить удары в том же порядке, но с меньшей силой до получения прямолинейности по всему листу.
Правка листа, имеющего деформацию в виде волнистости по краям, но с ровной серединой, показана на рис. 2,в. Перед правкой, положив лист на плиту, на одну его волнистую кромку кладут какой-нибудь груз, в то время как другую прижимают к плите рукой. Такое положение сохраняется при правке листа. От воздействия ударов лист в средней части будет вытягиваться и волны по кромкам листа начнут исчезать. После этого лист следует перевернуть и продолжать правку таким же способом до получения требуемой прямолинейности.
Правку тонких листов производят деревянными молотками- киянками; очень тонкие листы кладут на правйльную плиту и выглаживают гладилками.
Наиболее производительным методом правки листового металла является правка на ротационных листо-правйльиых машинах. Сущность этого процесса заключается в том, что листы или детали, подвергающиеся правке, пропускают между двумя рядами валков, расположенных в шахматном порядке. Машина имеет парные входные направляющие валки, расположенные один под другим, и парные выходные направляющие валки. Скорость вращения входных направляющих валков несколько меньше, чем у выходных, благодаря чему помимо правки лист подвергается еще и незначительному растяжению, что также способствует выравниванию заготовок.
Скорость правки от 3 до 6 м/мин. при толщине листового металла от 0,6 до 3 мм. Правку листового
металла производят также на трех-, пяти-, семи- и более валковых машинах.
Правка пруткового металла диаметром до 20 мм и длиной до 3 м выполняется обычно слесарным молотком на плите. Процесс правки при этом сводится к нанесению ударов молотком по выпуклости прутка, положенного на плиту, проверке прямолинейности на глаз и на просвет между плитой и прутком. В процессе правки пруток следует все время поворачивать вокруг своей оси. Длинные прутки правят на специальных роликовых правильных машинах.
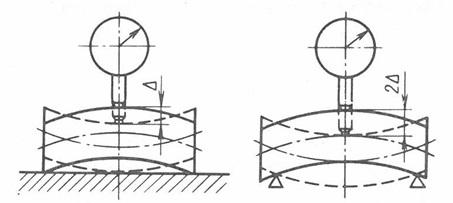
Валы и круглые заготовки диаметром до 35-40 мм лучше и безопаснее править на ручном винтовом прессе между двумя призмами. В этом случае вал устанавливается на призмы стола пресса выпуклой стороной вверх. Расстояние между призмами регулируется в пределах 150-300 мм. Правку производят нажимом винта (или пуансона) на выпуклую часть вала. Величину прогиба определяют здесь же в центрах при помощи индикатора.

Рис. 3. Схема правки изогнутых валов на ручном винтовом прессе: а-пример правки; б-контроль правки индикатором; в-приспособление для правки
На рис. 3,е показана схема специального приспособления для правки валов в центрах. Приспособление состоит из захватов, которые в зависимости от места нахождения кривизны вала могут перемещаться по коромыслу и закрепляться с помощью винтов. В центре коромысла расположен винт с призматическим наконечником. При правке вала приспособление устанавливается так, чтобы призматический наконечник находился против места наибольшей кривизны, затем производится поджатие его винтом 5 до получения требуемого прогиба вала.
Валы большого сечения со значительным прогибом предварительно нагревают в местах прогиба, послечего-правят с помощью приспособлений.
В ряде случаев детали или инструмент, прошедшие закалку, подвергаются деформации. Причиной деформации (коробления) являются внутренние напряжения, создаваемые быстрым охлаждением деталей в закалочной жидкости. Чтобы устранить кривизну таких деталей, их подвергают правке.
В зависимости от характера правки применяют различные молотки: при правке деталей или инструмента, на которых следы ударов молотка недопустимы, пользуются мягкими молотками (из меди, свинца). При правке, связанной со значительным деформированием закаленной детали, .пользуются слесарным молотком весом от 200 до 600 г или специальным рихтовальным молотком с острыми бойками. Плита для правки должна иметь гладкую отшлифованную поверхность. Покоробленную деталь кладут на плиту выпуклостью вниз, плотно прижимая ее левой рукой к плите и удерживая за один конец, и наносят несильные, но частые и точные удары носком молотка по направлению от центра вогнутости к ее краям. Таким образом достигается растяжение верхних волокон металла на вогнутой стороне детали и ее выпрямление.
Правку деталей более сложной формы, например угольника, у которого после закалки деформация вызвала нарушение перпендикулярности сторон, производят так, как показано на рис. 66. Если угольник имеет угол менее 90°, то правка его должна производиться У вершины внутреннего угла, а если угол больше 90°, то правка угольника должна производиться У вершины наружного угла. Заканчивают
правку тогда, когда ребра угольника примут правильную форму и оба угла будут по 90°.
В случае короблений деталей или инструментов по плоскости и по узкому ребру правка их должна вестись отдельно: сначала по плоскости, а затем по ребрам.

Рис. 4. Приемы правки (рихтовки) закаленных изделий: о-на рихтовальной бабке; 6 и в-правка угольника (штриховкой указаны места нанесения ударов)
Следует отметить, что точные детали и заготовки инструмента, прошедшие правку под прессом или молотком в холодном состоянии, должны подвергаться повторному отпуску для снятий напряжений.
Правка металла
Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки – волнистость, коробление, вмятины, искривления, выпучивания и т. д. Металл можно править как в холодном, так и в нагретом виде. Нагретый металл правится легче, что справедливо и в отношении других видов его пластического деформирования, например гибки.
В домашних условиях правку нужно производить на наковальне или массивной плите из стали или чугуна. Рабочая поверхность плиты должна быть ровной и чистой. Чтобы шум от ударов был менее громким, плиту следует устанавливать на деревянном столе, с помощью которого, кроме того, можно выравнивать плиту, чтобы она находилась в горизонтальном положении.
Для правки необходим специальный слесарный инструмент. Нельзя производить ее любым молотком, который есть под рукой, металл может не только не выправиться, но и получить еще большие дефекты. Молоток должен быть изготовлен из мягкого материала – свинца, меди, дерева или резины. Кроме того, нельзя править металл молотками с квадратным бойком: он будет оставлять на поверхности следы в виде забоин. Боек молотка должен быть круглым и отполированным.
Кроме молотков, применяются деревянные и металлические гладилки и поддержки. Они используются для правки тонкого листового и полосового металла. Для правки закаленных деталей с фасонными поверхностями существуют правильные бабки.
Не стоит, наверное, напоминать, что правку (рихтовку) металла нужно производить в рабочих рукавицах независимо от того, сложная работа или нет, большая заготовка или маленькая и сильно ли она искривлена.
Чтобы проверить кривизну заготовки, нужно уложить ее на гладкую плиту той поверхностью, которая после правки должна представлять собой плоскость. Зазор между плитой и заготовкой покажет степень искривленности, которую нужно устранить. Изогнутые места необходимо отметить мелом – так гораздо легче наносить удары молотком, чем при ориентировке только на заметную глазом кривизну.
Правка полосового металла, изогнутого в плоскости, – это наиболее простая операция. Изогнутую заготовку нужно расположить таким образом, чтобы она имела две точки соприкосновения с наковальней. Удары молотком или кувалдой нужно наносить по наиболее выпуклым местам и уменьшать силу ударов по мере того, как выпуклости становятся меньше. Не следует наносить удары только с одной стороны заготовки – металл может выгнуться в обратную сторону. Чтобы этого не случилось, заготовку нужно время от времени переворачивать. По той же причине не стоит наносить несколько ударов подряд по одному и тому же месту.
Если имеется несколько выпуклостей, сначала необходимо выправить края заготовки, а затем ее середину.
Правка круглого металла. Этот вид работы в основном похож на правку полосового металла. Для этого нужно отметить неровные места мелом и расположить заготовку выпуклостью вверх, удары наносить по выпуклой части от краев изгиба к середине выпуклости. Когда основное искривление окажется выправленным, силу ударов нужно уменьшить и периодически поворачивать металлический прут вокруг его оси, чтобы не допустить искривления в обратную сторону.
Металлические пруты квадратного сечения нужно править в такой же последовательности.
Правка металла, скрученного по спирали, производится методом раскручивания. Для того чтобы выпрямить кривизну, нужно один конец скрученного металла зажать в большие тиски на слесарном столе, другой – в ручные тисочки. Раскрутив металл до той степени, которую можно проконтролировать на глаз, нужно продолжить правку на гладкой выверенной плите обычном методом, контролируя кривизну на просвет.
Правка листового металла
Сложность правки листового металла зависит от того, какого типа дефект имеет лист – волнистость кромки, или выпуклость, или вмятину в середине листа, или то и другое одновременно (рис. 15).
Рис. 15. Приемы правки листового металла: а – при деформированной середине листа; б – при деформированных краях листа; в – с использованием деревянной гладилки; г – с использованием металлической гладилки.
Во время правки выпуклости нужно наносить удары, начиная от края листа по направлению к выпуклости (рис. 15 а, б).
Наиболее распространенная ошибка заключается в том, что самые сильные удары наносятся по тому месту, где выпуклость наибольшая, а в результате на выпуклом участке появляются небольшие вмятины, которые еще более осложняют неровную поверхность. Кроме того, металл в таких случаях испытывает очень сильную деформацию на разрыв. Поступать нужно как раз наоборот: удары должны становиться слабее, но чаще, по мере того как правка приближается к центру выпуклости. Лист металла нужно постоянно поворачивать в горизонтальной плоскости, чтобы удары равномерно распределялись по всей его поверхности.
Если лист имеет не один выпуклый участок, а несколько, нужно сначала свести все выпуклости в одну. Для этого наносят удары молотком в промежутках между ними. Металл между выпуклостями растягивается, и они объединяются в одну. Затем нужно продолжать правку обычным способом. Если середина листа ровная, а края искажены волнами, то последовательность ударов при правке должна быть противоположной: их следует наносить, начиная от середины, продвигаясь к изогнутым краям (рис. 15, б). Когда металл в середине листа растянется, волны на его краях исчезнут.
Очень тонкие листы невозможно править даже молотками из мягкого материала: они не только оставят вмятины, но могут и порвать тонкий металл.
В этом случае для правки применяют бруски-гладилки из металла или дерева, которыми лист выглаживают с обеих сторон, периодически его поворачивая. Качество правки можно проконтролировать с помощью металлической линейки.
Тот, кто брался за правку стального листа, знает, что это работа достаточно трудная: пока выправляешь один изгиб, на листе появляются другие. Однако этого можно избежать и тем существенно облегчить работу. Стальной лист нужно уложить для правки не на гладкую плиту, как это обычно делается, а на плиту-подкладку со множеством мелких затупленных бугорков, равномерно расположенных на ее поверхности. В этом случае качество работы должно повыситься, а трудоемкость – снизиться. Металл под ударами резинового молотка будет как бы сам искать свое место. При этом на листе образуются едва заметные волны, при шпатлевке и покраске они станут заполняться и способствовать тому, что шпатлевка и краска будут держаться на металле очень крепко. Неровности после покрытия металла совершенно незаметны. Единственная сложность – как изготовить требующуюся плиту-подкладку. В домашних условиях ее действительно изготовить трудно: бугорки обычно получают, прорезая на гладкой плите большое число взаимно пересекающихся и расположенных близко одна от другой канавок. Сделать это можно на строгальном или фрезерном станке, поэтому, если есть такая возможность, лучше ею воспользоваться.
Правка закаленного металла (рихтовка)
Для правки закаленного металла (рихтовки) мягкие правочные молотки непригодны. Необходим специальный молоток с бойком из закаленного металла или с закругленной узкой стороной. Рихтовочный молоток можно изготовить самому. Для этого в узком бойке молотка необходимо сделать прорезь и плотно запрессовать в нее заточенную под радиусом 0,1–0,2 мм пластинку из твердого сплава ВК6 или ВК8.
Закаленный металл правится методом от обратного: удары нужно наносить не по выпуклому, а по вогнутому участку заготовки: она начнет выпрямляться вследствие того, что металл на вогнутой стороне будет растягиваться (рис. 16).

Рис. 16. Правка закаленного металла (рихтовка): а – полос; б, в – угольников.
Рихтовку удобнее производить не на плоской плите, а на специальной рихтовочной бабке, которая имеет выпуклую поверхность, перемещая по ней заготовку вверх и вниз.
Неразрешимой задачей неопытному слесарю представляется правка плоского угольника, у которого угол изменился и стал больше или меньше 90°. Такие угольники уже не годятся для контроля прямых углов, и, как правило, их выбрасывают. Между тем угольник из закаленного металла можно выпрямить. Если прямой угол уменьшился и составляет менее 90°, то удары молотком нужно наносить по плоскости угольника у вершины внутреннего угла. Если угол увеличился и превышает 90°, удары следует наносить у вершины внешнего угла.
После того как металл выправлен, можно приступать к его дальнейшей обработке.
Из книги Работы по металлу автора Коршевер Наталья ГавриловнаОбработка металла Обработка металла включает в себя достаточно большое число работ различного вида, но каждая из них начинается с подготовки поверхности, которую предстоит обрабатывать. Что значит обработать металлическую деталь? Прежде всего проверить ее размеры и
Из книги Феномен науки [Кибернетический подход к эволюции] автора Турчин Валентин ФёдоровичГибка металла Слесарю очень часто приходится выполнять операцию, связанную с пластическим деформированием металла, – гибку. Ни одна слесарная работа, пожалуй, без нее не обходится. При сгибании металла его волокна испытывают одновременно и сжатие и растяжение. Поэтому
Из книги Основы дизайна. Художественная обработка металла [Учебное пособие] автора Ермаков Михаил ПрокопьевичРубка металла Еще одна довольно распространенная слесарная операция – рубка металла (вырубка в заготовке отверстий, прорубка смазочных канавок или просто отсечение лишнего слоя металла от заготовки). Производится рубка на наковальне или на массивной металлической
Из книги Художественная обработка металла. Эмалирование и художественное чернение автора Мельников ИльяРезка металла В тех случаях, когда операцию по отделению части металла от заготовки невозможно (или нецелесообразно) производить рубкой, прибегают к резанию.Выбор инструмента для этой операции зависит от вида обрабатываемого металла. Листовой металл толщиной до 0,5 мм
Из книги Художественная обработка металла. Коррозия и термическая обработка автора Мельников Илья5.8. Век металла Век металла - следующая за неолитом страница истории человеческой культуры. Переход к выплавке металла знаменует собой метасистемный переход в системе производства. Если раньше материал, из которого делается орудие, - дерево, камень, кость и т. п. -
Из книги Художественная обработка металла. Закрепление камней в изделиях и художественное литье автора Мельников Илья4.12. Примеры изготовления чеканных изделий из металла Панно «Олень». См. рис. 4.45. Из листового куска латуни (меди) толщиной 0,8–1 мм вырежем пластину размером 30?30 см. Затем выровняем ее на стальной плите деревянным молотком-киянкой, удалив всевозможные вмятины и вздутия.Если
Из книги Художественная обработка металла. Ковка автора Мельников Илья Из книги Сварка автора Банников Евгений Анатольевич Из книги автора Из книги автора Из книги автора Из книги автораЗащита поверхности кованого металла Художественные изделий из кованого металла создаются для украшения экстерьера. Чтобы сохранить их эстетический внешний вид длительное время, применяют различные виды защиты. Приступая к антикоррозийным работам, нужно знать область
Правильные гидравлические пресса для правки - рихтовки валов, осей, трубы
Очень часто у любого типа производства встает вопрос: Как можно выправить вал, трубу? Как восстановить и отремонтировать изогнутый и деформированный прокат? Мы знаем ответы на все эти вопросы.
УРАЛСТАНКОСЕРВИС
поставляет новые современные импортные правильные пресса пр-во Германия, Италия, а также предлагает российские правильные пресса собственного производства (пр-во Россия) .НАЗНАЧЕНИЕ, ПРИМЕНЕНИЕ И ИСПОЛЬЗОВАНИЕ ПРАВИЛЬНЫХ ГИДРОПРЕССОВ
Вертикальные промышленные гидропресса предназначены для устранения в холодном состоянии дефектов деталей: деформации, кривизны, изгибов, изогнутости деталей и заготовок после неправильного хранения, перевозки, после термообработки, закалки,наплавки, напыления.
Пресса могут использоваться для ремонта и восстановления деталей.
Прессованием устраняются такие дефекты заготовок как: выпуклость, вогнутость, осевая нелинейность и неплоскостность, коробление, деформирование, несосность опорных и вспомогательных поверхностей.
Применяются для правки длинных и длинномерных изделий и различных тел вращения - ось, вал, труба, заготовки валов и трубчатые заготовки, силовые цилиндры, гидроцилиндры, пневмоцилиндры, штока, прокатные валки, карданы и карданные валы, ступенчатые валы, поковки гладкие, длинные винты, роторы, гребные и судовые валы, буровые трубы и трубы НКТ.
ПРЕСС ГИДРАВЛИЧЕСКИЙ ДЛЯ ПРАВКИ ДЕТАЛЕЙ ТИПА ОСЬ-ВАЛ, ТРУБА с подвижным изделием

форма деталей - цилиндрические,квадратные, многоугольные, винты.
ГИДР.ПРЕСС С ПОДВИЖНОЙ КОЛОННОЙ ДЛЯ выпрямления и исправления кривизны деталей - ручной и с ЧПУ


Вдоль неподвижного изделия перемещается пресс, который производит правку в нужном месте.
занимает минимум места в цехе.
ГИДРАВЛИЧЕСКИЙ ПРАВИЛЬНЫЙ ПРЕСС ДЛЯ ПРАВКИ ТРУБ ИЛИ ВАЛОВ с неподвижным изделием и подвижным прессом



Портальный пресс - вдоль неподвижной трубы перемещается портал с цилиндром с помощью которого и производится правка. Занимает минимум места в цехе.
По специальному заказу изготовим автоматический правильный комплекс с ЧПУ.
Технология правки валов
изделие или деталь, подлежащее правке, закрепляется в специальном правильном приспособлении, в котором изделие может свободно вращаться вокруг своей оси, изделие вращают и размечают места, подлежащие правке.
При сильном изгибе вала - производят правку с обратным прогибом.
вал после правки должен иметь минимальные биения и отклонения.
ПРАВКАДЕТАЛЕЙ
Правка- процесс устранениядефектов,искажающих форму заготовки,путем пластическогодеформирования.Подлежащие правки заготовки называются дефектными. Прошедшая технологический процессправки называется выпрямленной.
Машинная правка изделий из металлов и сплавовпозволяет исключить искажения формы изделия,а такжевнешниегеометрическиедефекты- нарушениеправильностигеометрической формыпоперечного сечения - профиля.
Кривизнаможет быть общей по длине илиместной.
Типы искривления:
1.
серповидное(серповидность)2.
дугообразное3. скручивание
4. волнистость
5. коробоватость - это волнистостьв продольном и поперечном направлениях - впадины и выпуклостиимеют большуюпротяжённость
6. изогнутость - отклонение оси цилиндрического изделия.
7. отклонениеот плоскостности
8. отклонениеотпрямолинейности(выпуклостьивогнутость)
Правка улучшает качество поверхности и точностьгеометрической формысортовогои листовогопроката,изделий типа вал (гладкие, ступенчатые,коленвалыи др)а такжетаких заготовок как:квадратная заготовка, сталь горячекатаная круглая, калиброванные стальные прутки,полосовые заготовки.
Такжеправкеподлежат трубыбесшовные горячекатаные, толстостенныеи тонкостенные, холоднокатаные, холоднотянутые , бурильныетрубы (допустимая кривизна 1мм на 1 метр).
Правкуприменяют для исправленияискривлений,коробленийи поводок,появляющиеся при:
· термической обработкепроката, поковок и деталей. При охлажденииметаллавозникаютнапряжения, которыеи деформируютдеталь.
· нагреве в процессеизготовления и сборки
· нарушение технологиипогрузочно-разгрузочных работ
· неправильнаяперевозкаи хранение
Правкаобеспечиваетполучениезаготовокболеевысокойточности.Технологические процессымашинной правкиосуществляютсяспособами пластическогоизгибаи растяженияилисжатия.
длянепрерывной правки используютсявалковые машины,для прерывистой правки,когда изогнутые участкивыпрямляются поочередно,используютсягидравлическиепресса.
Заготовкиправятся вгорячем ив холодном состоянии (холодная правка).
Горячую правку используют для сниженияусилия.
Правильныйработы производитрабочий правильщик.
Для получения прямых инеискривленныхдеталейприменяются правильные пресса с малой скоростью перемещения плунжера.
Инструментдля правкисостоит из верхнегобойка инакладки,а также двух передвижных призм (правочные призмы) .
Для правки используют обычно С-образный вертикальный правильный пресс. Открытое пространствооблегчает доступ при манипуляциях с длинными деталями.Пресссостоит из станины,насосной установки и удлиненногоправильногостола.
Выпрямляемое изделиезакрепляют вконусных центрах(неподвижных илираздвижных)илироликах - прогибы изделия контролируют индикатором часового типа. Ролики необходимыдля облегчения поворачивания деталейв процессе правки.
Центры и ролики подпружинены и могут качаться напальцах, вставленных в левую и правую тележки, которые свободноперемещаютсяпо направляющим правильного стола,что позволяетпроизводить правку вбольшом числе точек.
Управляется прессотраспределителя связанного срычагом.Также правильщик может управлять перестановкой упоров(расстояниемежду опорными призмами), движениероликовогоконвейера,поворот роликов. Послеправки,при ходе плунжера вверх, пружины автоматическиустанавливают заготовкув контрольное положение.
Правильщикво время правкидолжен не допускать излишнегоперегиба детали.
Качествоправки правильщикпроверяет с помощьюиндикаторнойголовки на биениена контролируемых поверхностях.
правильные приспособления,правильныйинструмент.
подачазаготовокпод пресспроизводитсяпо роликовому конвейеру с приводными илинеприводными роликами.
вслучае правки с подогревомрядом с прессомустанавливаютпечь,т.к.с повышением температуры пластичностьувеличивается, а прочность и сопротивлениедеформированию уменьшаются .
Во время процесса правкидавлением(пластическое деформирование)меняетсямикроструктура и макроструктуразаготовки.
Усилиеправкизависит отсечения заготовки,расстояниямеждуопорами.
Принедостаточном усилии правки -Изгибможет быть упругим- в этом случае заготовкапосле снятия нагрузкивосстановит свою первоначальную формуиразмеры-это явление называю пружинением.
Чем тверже металл и выше его предел текучести,тембольшепружинение.
Поэтому необходимо чтобы усилиеправильного прессы было выше чемпредел текучестидеформируемого металла- на0.25-1%.
При правке возникают упругие и пластическиедеформации- упругая деформация появляется в виде обратнойупругой деформации.
Для тогочтобы выправитькривой участок, егонеобходимо не толькоразогнуть,но и несколько выгнутьв обратную сторону - дать ему обратную кривизну, учитывая чтопослеснятия нагрузкипроизойдет пружинениеи участокстанет почти ровным.При горячей правке - пружинениеотсутствует.

КОНТРОЛЬ КАЧЕСТВАПРАВКИ
Впроцессе этой операциипроверяютгеометрическиеформы изделия.годными считают те изделия,у которых отклонение размеровнаходятся в пределах допусков, заданных технологами для последующей механической обработки.
Длякруглых валов ицилиндрических деталей - вращениемизделияи индикаторной головкойпроверяют биенияповерхности - вогнутостьравна половинеамплитудыпоказанийиндикатора.
Правильностьформы готовых заготовокможноопределитьвизуальнонаглаз илис помощью шаблонови измерительных инструментов.
При оснащении пресса электронными измерительными системами и датчиками - информация с них может передаваться в систему ЧПУ для последующей обработки.
ПРАВКА ПЛОСКИХ И ЛИСТОВЫХ ЗАГОТОВОК, ЛИСТОВОГО ПРОКАТА И ЛИСТА
Длинные листы, листвой прокат выпрямляют на многовалковых листоправильных машинах (вальцы для правки) . Выпрямляемая деталь пропускается через валки несколько раз.
Для правки мелких заготовок применяется правка на гидравлических прессах в правочном (рихтовочном) штампе. Штамп состоит из 2- х массивных плит - одна плита крепится на столе, другая- на ползуне. Рабочие поверхности плит штампов делают трех типов: гладкие (применяются при невысоких требованиях к качеству правки) , точечные (для толстых заготовок) , вафельные (для деталей малой толщины) .
Для правки коротких цилиндрических деталей возможно применение двухвалковой правки - между двумя вращающимися в одну сторону роликами, ролики друг относительно друа вращаются с разной скоростью.
Услуги нашей компании: ремонт гидравлических прессов, модернизация гидропрессов, такелажные работы по прессам, демонтаж, монтаж нового оборудования, изготовление новых специальных прессов, разработка под требования заказчика, проектирование нестандартных прессов.
.jpg) |
|
| Екатеринбург, Первоуральск, Каменск-Уральский, Нижний тагил, Челябинск, Миасс, Златоуст, Магнитогорск, Орск, Курган, Оренбург, Тюмень, Уфа, Казань, Ижевск, Киров | бесплатная доставка |
| Нижний новгород, Владимир, Чебоксары, Пенза, Тамбов, Самара, Саратов | стоимость доставки 70.000 рублей |
| Волгоград, Астрахань,Воронеж, Курск, Орел, Липецк, Белгород | |
| Москва, Калуга, Рязань, Тверь, Смоленск, Брянск | стоимось доставки 95.000 рублей |
| Казахстан | стоимость доставки 100.000 рублей |
| Краснодар, Ростов на дону, Ставрополь, Таганрог | стоимость доставки 120.000 рублей |
| Санкт-петербург, Петрозаводск, Архангельск, Псков,Сыктывкар, Салехард | стоимость доставки 110.000 рублей |
| Омск, Томск, Новосибирск, Сургут, Нижневартовск, Барнаул | стоимость доставки 85.000 рублей |
| Красноярск, Кемерово, Иркутск, Улан-Удэ, Хабаровск, Комсомольск-на Амуре, Владивосток | стоимость перевозки уточняйте |
ОБОРУДОВАНИЕ И УСТРОЙСТВА ДЛЯ ПРАВКИ
§ 1. ОСНОВНЫЕ ТИПЫ И ОБЛАСТЬ ПРИМЕНЕНИЯ ОБОРУДОВАНИЯ
Правка может быть осуществлена как на специализированном оборудовании, так и на оборудовании общего назначения. Выбор того или иного типа оборудования или машины определяется мно-гими условиями, в число которых входят характер (серийный, еди-ничный) и особенности технологии производства, род выпускаемой продукции, технические требования, предъявляемые к ней, произ-водительность и экономическая целесообразность использования определенного вида оборудования и др.
Для правки проката применяют в основном четыре типа пра-вильных машин: правильные прессы с механическим или гидрав-лическим приводом; роликовые сорто- и листоправйльные машины, машины для правки прутков и труб с косорасположенными роли-ками; растяжные правильные машины.
Правильные прессы применяют главным образом для правки крупносортного проката (круглого, квадратного и других профилей), крупных балок, швеллеров и труб диаметром более 200—300 мм. Кроме того, на них выполняют дополнительную правку рельсов, невыправленных на роликоправйльных машинах. Иногда на прессах небольшой мощности правят мелкосортный прокат. Холодную правку толстых листов и полос осуществляют на специализированных листоправйльных гидравлических прессах.
На роликовых правильных машинах правят мелко и среднесортный прокат разных профилей, а на роликовых листоправильных машинах — листы, полосы и ленты неболь-ших толщин.
Правку листов, в особенности из специальных сталей и спла-вов, а также из цветных металлов и сплавов, успешно выполняют на растяжных правильных машинах.
Ротационные косовалковые и растяжные пра-вильные машины широко применяют также и для правки прессованных труб и прутков простого и сложного профиля.
Поковки, изготовленные свободной ковкой, правят обычно на основном кузнечном оборудовании— крупные поковки на гидрав-лических прессах, мелкие — на паровоздушных и пневматических ковочных молотах. В редких случаях после термической обра-ботки крупные поковки или детали из них правят на специальных прессах. Штампованные поковки в необходимых случаях правят в зависимости от условий производства на самом разнообразном кузнечно-прессовом оборудовании, а также на специализирован-ных правильных автоматических и полуавтоматических станках и прессах. Детали, штампуемые из листа, правят на механических прессах различных конструкций.
§ 8. РАСТЯЖНЫЕ ПРАВИЛЬНЫЕ МАШИНЫ. МАШИНА ДЛЯ ПРАВКИ ПОЛОС И ДЕТАЛЕЙ, СОВМЕЩЕННАЯ С НАГРЕВОМ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ
Растяжные правильные машины. Правка растяже-нием применяется для прутков и труб фасонного сечения, получен-ных методом прессования (выдавливания через матрицу), и для листов повышенного качества. Прессованием получают фасонные прутки и трубы из алюминия и его сплавов, меди и ее сплавов, ти-тана и сталей, включая жаропрочные. Холодной правке подвер-гаются прутки и трубы из легких и медных сплавов. Правку из-делий из высокопрочных и жаропрочных сплавов осуществляют в горячем состоянии.
Правке растяжением подвергают листовой прокат из алю-миниевых сплавов и низкоуглеродистой стали, а также листы из специальной стали— нержавеющей, высокопрочной и др. Этот вид правки применяется главным образом при производстве тонколи-стового проката. Правке растяжением стали подвергать и листы толщиной до 20 мм и более. Правка растяжением благоприятно влияет на технологические свойства листов, подвергающихся по-следующей холодной листовой штамповке. При пластическом растяжении листов в процессе правки снимаются структурные изме-нения в металле, вызванные старением.
Прессованные прутки и трубы обычно не только искривлены, но и скручены вдоль оси. Для исправления скручивания растяж-ные правильные машины снабжаются раскрутными головками. Сильно скрученные прутки раскручиваются перед растяжением на раскрутных машинах, имеющих 2—3 раскрутные головки.
Правку растяжением на правильно-растяжных машинах осу-ществляют при относительном удлинении 1—3 %. Так как при этом в металле прутков возникают напряжения, несколько пре-восходящие предел текучести, то выпрямляемый металл упроч-няется. Поэтому с целью упрочнения металла все шире применяют растяжку не только прессованных, но и прокатных штанг. Для упрочнения прутки растягивают на 10—25 %, в результате чего резко повышается прочность и твердость металла.
Правка горячекатаных прутков на правильно-растяжных ма-шинах в ряде случаев успешно заменяет процесс протяжки на воло-чильных станах с целью калибровки и упрочнения. Растянутые выправленные прутки получаются одинакового диаметра по всей длине и упрочненными. Перед правкой горячекатаные прутки от окалины не очищают, так как окалина в процессе растяжения от-стает от поверхности прутков и легко удаляется.
Растяжная машина для холодной правки прутков и труб пока-зана на рис. 5.13. Она состоит из станины с двумя прямоуголь-ными ступенчатыми колоннами 3, главного гидравлического ци-линдра / для привода передней головки 2, задней головки 5 и ме-ханизмов загрузки и выгрузки металла, смонтированных на спе-циальных тележках 4.
Передняя головка 2 предназначена для зажима одного конца выпрямляемого изделия и растяжения изделия после правки кручением. В корпус головки вмонтированы четыре подушки, по ко-торым могут перемещаться клинья с прикрепленными к ним за-жимными губками. Привод клиньев осуществляется от четырех пневматических цилиндров, прикрепленных к корпусу. С помощью этих цилиндров производится предварительный зажим конца прут-ка или трубы. При растяжении изделия происходит самозатягивание клиньев, обеспечивающее требуемый зажим. Головка пере-мещается по рельсам станины на катках.
Задняя раскручивающая головка 5 предназначена для зажима второго конца трубы или прутка и его поворота на требуемый угол. Она также может перемещаться вдоль станины. Перемеще-ние головки осуществляется от отдельного привода. Фиксация го-ловки в определенном положении на станине осуществляется с помощью специального устройства, состоящего из четырех пнев-матических цилиндров и клиньев, зацепляющихся с прямоуголь-ными пазами колонн.
ГЛАВА VI. РАБОЧИЙ И КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ПРАВКИ
§ 1. ОБЩИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К РАБОЧЕМУ ИНСТРУМЕНТУ
Рабочие инструменты для правки, в зависимости от вида ис-пользуемого оборудования и технологического процесса, весьма разнообразны.
Основными видами рабочего инструмента являются: ролики при правке на роликоправильных машинах, валки — на косо-валковых ротационных правильных машинах, штампы — на механических кривошипных и винтовых фрикционных прессах, винтовых прессах с дугостаторным приводом, а также на штам-повочных молотах. При правке на ковочных молотах рабочим инструментом являются бойки, один из которых верхний, дру-гой — нижний. При правке на гидравлических и механических кривошипных правильных прессах рабочим инструментом чаще всего служат призмы. Для растяжных машин рабочим инстру-ментом являются зажимные губки.
Кроме основного рабочего инструмента, при правке часто бы-вает необходим вспомогательный рабочий инструмент: пра-вильные молотки, подкладки, ломики для кантовки, разнообразные клещи и др.











